
您好, 歡迎來到食品機(jī)械設(shè)備網(wǎng)! 登錄| 免費(fèi)注冊| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來到食品機(jī)械設(shè)備網(wǎng)! 登錄| 免費(fèi)注冊| 產(chǎn)品展廳| 收藏商鋪|

會員.png)
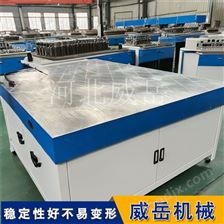
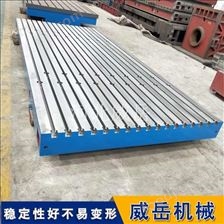
當(dāng)前位置:河北威岳機(jī)械有限公司>>鑄鐵平臺>> WYJX85生產(chǎn)廠家機(jī)床工作臺機(jī)床平臺按需定制










產(chǎn)品型號WYJX85
品 牌其他品牌
廠商性質(zhì)生產(chǎn)商
所 在 地滄州市
聯(lián)系方式:韓雪查看聯(lián)系方式
更新時間:2021-07-26 10:30:20瀏覽次數(shù):464次
聯(lián)系我時,請告知來自 食品機(jī)械設(shè)備網(wǎng)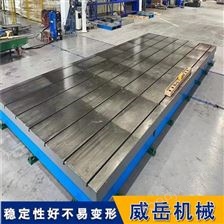
電機(jī)試驗平臺荷載80噸 鑄鐵測試平臺質(zhì)保長


濟(jì)南現(xiàn)貨 鑄鐵裝配平臺 鑄鐵試驗平臺特惠
| 材質(zhì) | 灰鐵250 |
|---|
鑄鐵業(yè)界*機(jī)床平臺也稱為機(jī)床工作臺,其用途主要分為,測量、焊接、檢驗、鉚焊、試驗、校正等。其材質(zhì)為鑄鐵HT250,硬度一般在HB170-240。
機(jī)床平臺在澆注過程中要不斷流、平穩(wěn),以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補(bǔ)足鑄水,以減少冷隔、澆不足等缺陷。鑄造清理過程的控制,清理過程是量具鑄件冷卻后從鑄型中清理量具鑄件,以獲得表面無缺陷的量具鑄件。適用于各種檢驗工作,測量用的基準(zhǔn)平面;用于機(jī)床機(jī)械檢驗測量基準(zhǔn);檢查零件的尺寸精度或形為偏差,并作緊密劃線,在機(jī)械制造中也是*的基本工具
機(jī)床平臺的外觀涂漆盡可能尺度化、系列化、通用化以減少降低鑄平臺成本,便于使用和管理,機(jī)床平臺外觀無論新舊要經(jīng)常修整,主要技術(shù)要求有以下幾點
一、使用過氯乙烯填充機(jī)床平臺凹陷后等其干燥后才能進(jìn)行打磨,每次打磨后均需要表面的磨漿和粉塵。
二、采用水磨技術(shù)進(jìn)行打磨,為防止機(jī)床平臺經(jīng)過加工的表面生銹,需要采用防銹水進(jìn)行打磨。
三、在一到膩子打磨清理干凈后,需要噴涂過氯乙烯道底漆,這樣可以提升機(jī)床平臺漆膜的平整度,提升漆膜的光澤。
四、機(jī)床平臺涂裝前要對平臺鑄件進(jìn)行檢查,對表面凹凸不平處要使用工具進(jìn)行修整。
五、經(jīng)過機(jī)械加工后的機(jī)床平臺,涂漆前用金屬清洗劑或潔凈的工業(yè)汽油進(jìn)行淋洗或刷洗,表面的油污和其他污物。
六、機(jī)床平臺底漆刷涂或噴、浸要均勻,底漆在使用前充足攪拌均勻,稀釋至適當(dāng)?shù)哪甓仍龠M(jìn)行涂抹。
七、如果使用過氯乙烯填充機(jī)床平臺的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂等上以次刮涂的材料干后再進(jìn)行。
機(jī)床平臺鑄造時的注意事項:鑄造碾砂過程的控制,型砂的性能將直接影響量具鑄件的質(zhì)量,因此,型砂應(yīng)該具有良好的透氣性,濕強(qiáng)度、流動性、可塑性和退讓性等。嚴(yán)格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進(jìn)行約5h左右調(diào)勻。調(diào)勻后進(jìn)行過篩、打松后再用,使型砂具有松散性,以提升透氣性、流動性等。鑄造澆注過程的控制。澆注前要對鑄水進(jìn)行孕育和扒渣處理。
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業(yè)自行提供,信息內(nèi)容的真實性、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),食品機(jī)械設(shè)備網(wǎng)對此不承擔(dān)任何保證責(zé)任。
溫馨提示:為規(guī)避購買風(fēng)險,建議您在購買產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。

會員1.png)


 食品機(jī)械設(shè)備網(wǎng)
食品機(jī)械設(shè)備網(wǎng)